
"Мягкие" режимы групповой распайки электронных блоков на печатных платах - это режимы, при которых температура электронных блоков повышается и понижается с невысокой скоростью, а максимальная температура разогрева блока лишь на 10-30°С превышает температуру плавления припоя. Если такой режим обеспечивает необходимое качество паяных соединений, то он гораздо более предпочтителен, ибо приводит к уменьшению количества дефектов, возникающих внутри электронных блоков в результате резкого нагрева и превышения пиковой температуры пайки на 40-60°С относительно температуры плавления припоя.
Для того, чтобы режим был "мягким" технологическое оборудование - паяльные печи должны отвечать следующим основным требованиям:
1. Обеспечивать точное поддержание заданной в зонах нагрева температуры
2. Обеспечивать равномерное распределение температуры на плоскости паяемого изделия
3. Обеспечивать точное движение конвейера с заданной скоростью
Два первых вышеприведенных требования были приложимы к печи "Радуга-3", широко выпускавшейся ранее НПП "КВП Радуга". Однако люфт переменного резистора мог дать ошибку при точном задании скорости конвейера, что могло приводить к искажению задаваемого температурного режима. Вместе с тем уже в первой половине 90-х годов печь "Радуга-3" позволяла оплавлять электронные блоки на печатных платах в очень мягких режимах 210-220°С, а при экспоненциальном режиме нагрева - 205-215°С, что позволяло оплавлять изделия на нетермостойком стеклотекстолите типа СФ, СТФ, СТАП, некогда предпочитаемом производителями РЭА за дешевизну, стабильность свойств и долговечность.
Постепенное вытеснение данных марок стеклотекстолита более термостойкими сортами типа ФР4 (СТНФ, СОНФ, СОНФМ, СОНФУ) обесценило на некоторое время способность печи "Радуга-3" к "мягким" режимам оплавления припойных паст. Однако дальнейшее развитие СБИС (появление BGA- корпуса), увеличившее значение плоскосности плат и контактных площадок, привело к распространению печатных плат с иммерсионным покрытием (например---золотом) гальванического никеля. При этом выяснилось, что поставляемые на Российский рынок печатные платы с иммерсионным покрытием серьезно отличаются по цене и наиболее дешевые платы содержат под покрытием иммерсионным золотом некачественный, загрязненный никель, что при оплавлении плат при t 220-240°С дает плохое качество контактов. Выход, сохранявший высокое качество паяных соединений, был очевиден-
- не допускать перегрев печатной платы выше 200°С, что обеспечивает пайку по иммерсионному золоту, а не по никелю.
Точное поддержание температуры на уровне 200°С на всей поверхности печатной платы в печах "Радуга-3" достигалась благодаря использованию в данной печи специальных нагревателей, компенсировавших краевые эффекты нагрева. Проблемой являлось точное воссоздание известного режима после изменения скорости конвейера.
С задачей точного регулирования и поддержания скорости конвейера печи разработчики справились в печах "Радуга-20", "Радуга-21", "Радуга-23", где были применены точные частотные преобразователи, управляющие перемещением конвейера.
Кроме того данные печи отличаются высокой надежностью. В моделях "Радуга-21" и
"Радуга-23" увеличены количество зон и длина нагревательных камер.
Это оказалось полезным при использовании данных печей для оплавления электронных блоков бессвинцовыми припоями. Здесь принципиально важным и полезным свойством печей "Радуга" стало стремление к равномерному распределению температуры на поверхности печатных плат в пиковые моменты пайки. Вновь полезными для достижения более мягких режимов оплавления бессвинцовых паст оказались режимы схожие с "экспоненциальными".
Принято полагать, что для осуществления пайки бессвинцовыми припоями более пригодны многозонные печи с удлиненной нагревательной камерой. Поэтому для пайки электронных блоков бессвинцовыми припойными пастами, НПП "КВП Радуга" начало производить следующие многозонные печи:
- шестизонную печь "Радуга-22" (длина камеры - 1300 мм., ширина конвейера - 400 мм.);
- двенадцатизонную печь "Радуга-23" (длина камеры - 2500мм., ширина конвейера - 400 мм.);
- восемнадцатизонную печь "Радуга-29" (длина камеры - 3700 мм., ширина конвейера - 400 мм.);
- двадцатичетырехзонную печь "Радуга-31" (длина камеры - 5000 мм., ширина конвейера - 400 мм.)
- шестизонную печь "Радуга-12" (длина камеры - 1900 мм., ширина конвейера - 600 мм.)
Для повышения качества паяных соединений вышеуказанные печи по желанию заказчика комплектуются системой подачи азота в зоны пайки и охлаждения.
Для визуализации контролируемых температур в различных областях платы к печам может прилагаться дополнительная опция - многоканальный измеритель температуры, выводящий результаты измерений на дисплей компьютера.
Как и печи "Радуга-20" и "Радуга-21" (см. график) печи для бессвинцовой пайки дают очень хорошую равномерность распределения температуры на изделиях, благодаря чему рабочая температура в печах "Радуга" ниже общепринятых. Например электронные блоки, паяемые пастами на основе бессвинцовых припоев с температурой плавления около 217°С надежно оплавляются в печах "Радуга" при температурах 235-240°С что позволяет сохранить текстолит FR-4 в качестве основы электронных блоков.
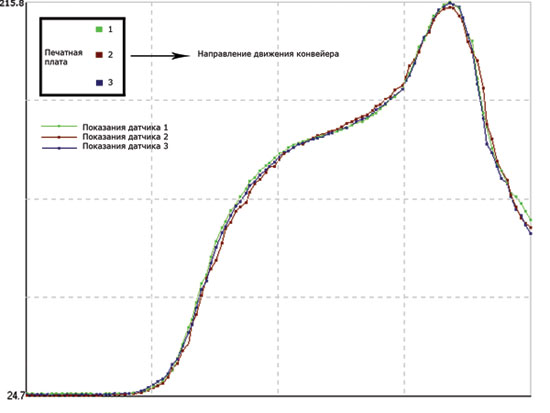
На графике представлены показания датчиков температуры установленных на печатной плате проходящую через пятизонную нагревательную камеру конвейерной печи "Радуга-21"
Датчик 2 установлен в центре печатной платы, датчики 1 и 3 - на краях печатной платы шириной 350 мм.

ОАО БСКБ «Восток»(г.Барнаул)

ОАО завод «Красное Знамя»(г.Рязань)

ОАО НПП «Буревестник» (г.С-Петербург)

ПАО «Кировский завод «Маяк»(г.Киров)

ФГУП «ГОЗНАК»(г.Москва)
ГУП «Московский метрополитен»(г.Москва)

ОАО «НПП «Салют»(г.Москва)

ОАО Казанский завод «Электроприбор»(г.Казань)

ООО «КрасМК»(г.Красноярск)

ОАО «Ижевский мотозавод «Аксион-Холдинг»(г.Ижевск)

АО «ПО МЗ Молния»(г.Москва)

АO «ЛИИ им. М.М. Громова»(г.Жуковский).

НФ ОАО «НПО «Прибор»(г.Ногинск)

ОАО «Комета»(г.Ульяновск)

ЛЭЗ(г.Москва)
